3Dプリンターを改造しました。
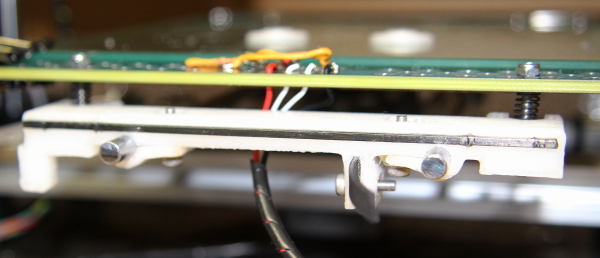
今回はhttp://www.thingiverse.com/thing:221847
のZ-ROD CLAMP with M6 BOLT STABILIZER for PRN3Dを出力し、組み込みました。

ベアリング用ダボのクリアランスが過多?の気がしましたのでPRN3D付属のポリイミドテープを張り重ねましたが遊びなのかな?
で、さっそくテスト印刷。

5cmサイズのタグボートでネットに「ベンチマーク用データ」として公開された物をABSで出力しました。
問題は無い様ですが・・・
 左舷側は異常が出て居マス・・・Orz
左舷側は異常が出て居マス・・・Orz
クーリングダクト風無しでは印刷不可能?の様です。
(Bリム&サポートは要らなかったかなぁ?)
最近、気温の上昇でベッド温度80°では印刷後剥ベッドから剥がれない状態が散見されてきました。 PR
http://hobhob3dmode.blog.shinobi.jp/3dprint/%E3%83%99%E3%83%B3%E3%83%81%E3%83%86%E3%82%B9%E3%83%88ベンチテスト
本日、3D印刷していて少し解った事がありました。
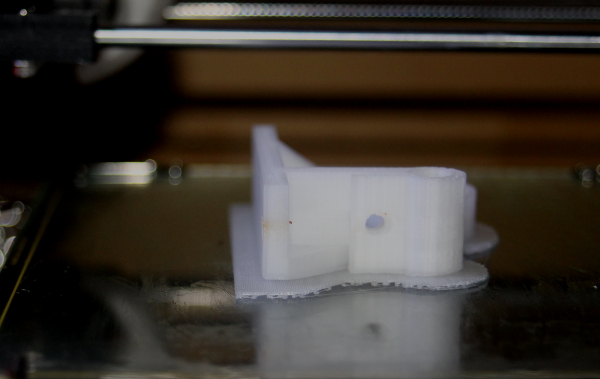
この様な物を印刷していまして、ここでダウンロードしました。
かなり良い結果がでました95%の出来かな?
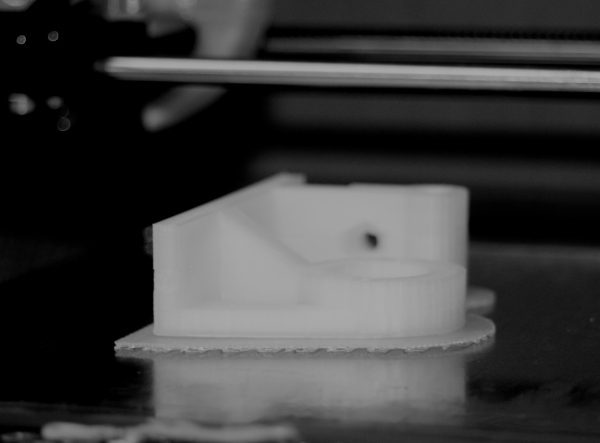
Z-Rod-CLAMP-350(M=ABS材、Pt=0.1mm、P=100%、Bt=80度、Mt=230度、
Sp=ラフト、St=無)画像は白飛びでしたので白黒にしました。
先印刷に気を良くして続けて出力したら、またも先記の問題が現れました。
この時、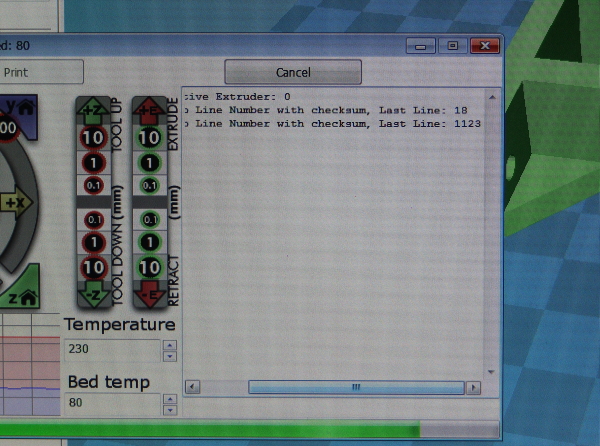
Curaでこんなエラーが出て居ました。最初の物は出なかった事と結果が良かったのでプリンター側では無いと考えられました。
おそらく、何らかのコンフリクトが出て居ると考えて常駐プログラムを外しましたが駄目でした。
しかし、使用PCはネットには接続して居ない為のグラボのエラーが出ていました(自動でネット上の新ドライバーを見つけに行くと言う物で回線エラーになっていた)のでもしやと立ち上がる前にそのソフトをクローズし再度印刷したところCuraのエラーが出なくなりました。
未確認ですがおそらくはこのグラボアプリソフトとの問題だと思われます。
現在、記述中に印刷して居ますので結果待ちです。
※エラー原因は間違いの様で、印刷終了後PCを再立ち上げする必要がある見たいです。
連続印刷したい時に問題です。
果たして仕様なのか?PCのエラーなのか?多分後者でしょう・・Orz
次回へ持ちこし(眠~ぅ)
http://hobhob3dmode.blog.shinobi.jp/3dprint/95-%E3%81%8B%E3%81%AA%EF%BC%9F95%かな?
ようやく、PRN3Dが復調してきました。

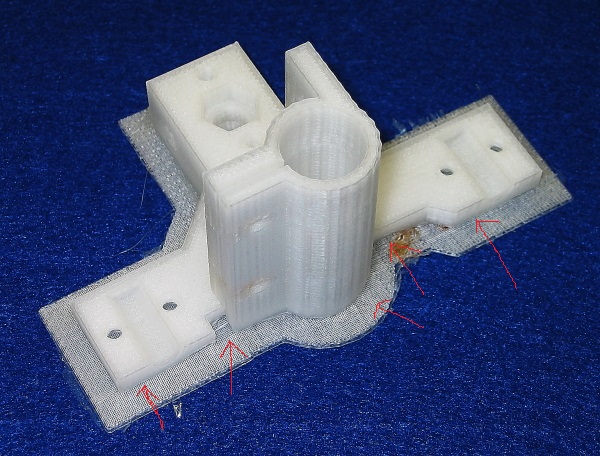
X-end-L(M=ABS材、Pt=0.1mm、P=100%、Bt=95度、Mt=230度、Sp=ラフト、
St=無)5時間強クラスの印刷が出来る様になったのは嬉しい限り、だが未だ赤矢印部分に引けが有る(Bt=85度、Sp=無で印刷したら反り返ってしまい失敗、パラメーターを上記にした)
ヒ―テッドベッドとノズルのクリアランスの調整した事で先の問題は解決しました。
ただし、剥がれ易く成った様な気がする。
反対側
更なる調整が必要なのかなぁ?
※M=材質、Pt=ピッチ、P=充填率:、Bt=ベッド温度、Mt=ノズル温度、Sp=ブリムorラフト、St=サポートスカート ・・・の略でPRN3D(Cura1.4)の出力データ
http://hobhob3dmode.blog.shinobi.jp/3dprint/90-%E3%81%8B%E3%81%AA%EF%BC%9F90%かな?
PRN3Dの部分修復をしていました。
前回の出力を境に印刷物がベットから剥がれる様になってしまいました。
ベッドスプリングが引っかかって綺麗に上下してない。
どうも、Yエンドが歪んでいる模様。
「熱変形か?」とがっかりしました。
ベッドスプリングの調整をしても「Bリム=ボトムリム?」さえ剥がれてグチャグチャになってしまいます。
で、O/Hを開始する事にしました。
分解してみると「Y-end」はベルトのテンションで歪んでいた事が判明しました。
剛性不足なのは機構上の問題として初期から思って居た事で、その為にABS製の物を出力をしようと頑張って居たのですから。
PLAは熱に弱いとの話なんで

おかしくなる前に印刷しておいたy軸のBRGホルダーに取り変えました。
「BRGホルダー:M=ABS、Pt=0.09、P=100%、Bt=80、Mt=230、Sp=Bリム、St=無)
で、y-endの剛性を上げる為にC-FRPを使いました。
y-end改:K&S社の2mm角CFRPをエポキシ接着剤30分で接着した物。
寿命は判ら無いがエポキシ接着剤も100度位までは耐えられるので大丈夫だろう?
組み直し後の初出力。
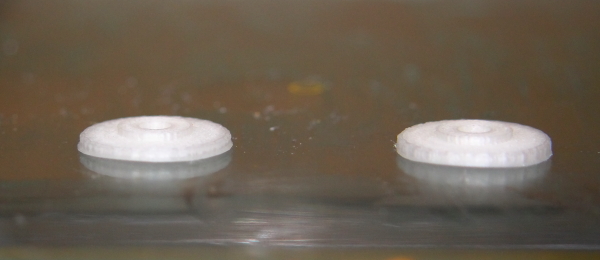
ベルㇳガイドワッシャー:M=ABS材、Pt=0.1、P=100%、Bt=75度、Mt=230度、Sp=無、St=無・ 手前側がめくれるように浮き上がって居る、まだベッドの高さとノズルの高さの調整が足りない模様、ただし2個同時出力なのでダクトの風が行かない側に問題が出るのかもしれない?
取り敢えずは治った模様。
※1PLAの接着は「セメダイン社のメタルロック」が使えるかも?
今回、Y軸モーターブロックはPLAのまま、剛性不足を感じたので上記でエッジ部分に塗布した(未検証だが1日後でも剥がれていない、K&S社の菅木様のブログで紹介されて居たのがヒントになった)
さて、今夜も時間が来た様です。
※M=材質、Pt=ピッチ、P=充填率:、Bt=ベッド温度、Mt=ノズル温度、Sp=ブリムorラフト、St=サポートスカート ・・・の略でPRN3Dの出力データ
http://hobhob3dmode.blog.shinobi.jp/3dprint/%E4%BF%AE%E5%BE%A9%E4%B8%AD修復中
遅ればせながら「スプールホルダー」を出力しました。

スプールホルダー(M=ABS、Pt=0.09mm、P=100%、Bt=75度、Mt=230度、Sp=無、
St=無)Bリムやスカート無で出力出来るか試してみました。
未だ、微妙に出力エラーが出て居るものの、ほぼ問題無い出力が出来る様になった(^_^)
Brim(ブリム?・Bリム?・ぶりむし?←蛇足)無でBt=75度だとベットから剥がれそうで、部分的な浮き箇所が出て居る(変色部分)未だ調整が十分では無い(T_T)のだろう。
尚、この部品がキットに付属して居ない理由は多分に5時間強の出力時間に起因するものだと思える程の大物である。
http://hobhob3dmode.blog.shinobi.jp/3dprint/%E3%82%B9%E3%83%97%E3%83%BC%E3%83%AB%E3%83%9B%E3%83%AB%E3%83%80%E3%83%BC%E5%87%BA%E5%8A%9Bスプールホルダー出力